


- 电话:18022068388 王小姐
- 销售部:13928159297
- 传真:0760-88262588,88991166 EXT.613
- 邮箱:qr5@chnsteelball.com


您当前的位置是:新闻中心

| 现代钢球硬磨加工工艺中存在的问题 | ||
| 来源:admin 录入时间:2012/4/24 『返回』 | ||
|
||
|
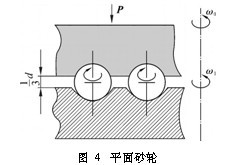
工艺分析 现有加工工艺理想状态下 , 钢球与砂 轮和 固盘的接触均可简化为点接触 , 即 α0=α1=α2=ω0 L90 °, 由解析式得出 ,ω3= 2R ,ω4= 0。这说明钢球只具有绕 y 轴的进给速度 (滚转 ) , 而没有绕 z 轴 的进给速度 (枢转 ) , 加工中砂轮与固定盘之间通 常有 1 / 3钢球直径的间隔 (图 4 ) , 没有枢转会造成 钢球两极存在磨不到的缺陷 。
 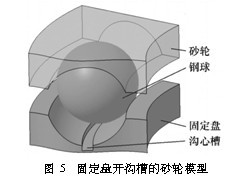 现有加工工艺中 , 钢球经一次循环其磨 削 区 域为球面环带 , 很难保证钢球的球形精度 , 即使在 固定盘沟道底部加工出方形沟心槽 (图 5 ) [ 3 ] , 改 变钢球的受力点 , 仍存在两极缺陷 。因为在固定盘上开对称槽 , 即 α0 = 2 ,α1 =α2 = 4 , 得到 tan β= - 2R , |ω | = |ω sinβ| > 0。在此状态下 , 虽然2L 4 2出现枢转运动 , 但 R ν L , ω4 仍然没有得到明显的 提高 , 钢球两极上的质点被磨削到的概率仍然很 低 。
|
||
|
||
- Copyright (C) 2012 111中山市乾润精密钢球制造有限公司 All Rights Reserved 中山市乾润精密钢球制造有限公司
- 网站地图
在线客服
- 客服1
